A pickling tank is an open vessel of hot hydrochloric or sulfuric acid — and that makes safety an engineering problem, not just a procedural one. Acid mist rising from the tank surface can reach concentrations that cause immediate respiratory injury if extraction fails. Hydrogen gas, a byproduct of the pickling reaction, can accumulate to flammable levels in poorly ventilated areas. And a leaking tank can create a chemical spill that exposes operators and corrodes the building structure. Safe operation does not start with personal protective equipment (PPE); it starts with the tank’s design and the engineering controls that keep acid where it belongs — inside the tank.
This article addresses pickling tank safety from the perspective of the process engineer, the maintenance supervisor, and the plant safety manager. It covers fume extraction design parameters with quantified capture velocities, the key OSHA and international standards governing acid mist exposure, how PP tank construction eliminates common leak paths that lead to exposure incidents, and what to do when something goes wrong. The guidance here is drawn from safety reviews and incident investigations conducted across 500+ pickling line installations. For readers looking at the broader compliance picture, our 2026 B2B buyer’s guide includes a regulatory compliance matrix covering multiple jurisdictions.
Table of Contents
- Understanding Acid Mist Hazards: HCl and H₂SO₄ Exposure Limits
- Fume Extraction Design: Capture Velocity, Airflow, and Ducting
- Tank Design Features That Enhance Safety: Leak Prevention, Bunds, and Emergency Drains
- OSHA, ISO, and International Compliance Reference
- Personal Protective Equipment (PPE) and Safe Work Practices
- Emergency Response: Spill Control, First Aid, and Incident Investigation
- Safety Incidents: Two Real Cases and the Engineering Fixes That Prevented Recurrence
- Frequently Asked Questions
Understanding Acid Mist Hazards: HCl and H₂SO₄ Exposure Limits
The primary airborne hazard from a pickling tank is acid mist — fine droplets of hydrochloric or sulfuric acid entrained in water vapor rising from the heated bath. The severity of exposure depends on acid concentration, bath temperature, and the amount of open surface area. OSHA sets legally enforceable limits in the United States, while many other jurisdictions adopt similar thresholds from ACGIH or their own national standards.
| Substance | OSHA PEL (Ceiling) | ACGIH TLV-TWA | IDLH |
|---|---|---|---|
| Hydrochloric Acid (HCl) | 5 mg/m³ (7 ppm) [Ceiling] | 2 mg/m³ (1.5 ppm) [TWA] | 50 ppm |
| Sulfuric Acid (H₂SO₄) | 1 mg/m³ [TWA] | 0.2 mg/m³ (thoracic fraction) [TWA] | 15 mg/m³ |
The OSHA Ceiling limit for HCl means that no worker exposure may exceed 5 mg/m³ at any time during the shift. This is difficult to achieve without effective local exhaust ventilation (LEV) directly at the tank. The ACGIH TLV is significantly lower, and many multinational companies adopt the more conservative threshold. For a tank operating at 65°C with 15% HCl, mist generation is substantial — a 10 m² open surface can release several kilograms of acid mist per hour if uncontrolled. This mist also corrodes building steel and electrical infrastructure, creating secondary safety hazards.
Hydrogen Gas: The Overlooked Hazard
The reaction of steel with HCl produces hydrogen gas. In a continuous pickling line processing 10 tonnes of steel per hour, this can release several cubic metres of hydrogen over a shift. Hydrogen has a wide flammability range (4–75% in air) and very low ignition energy. Accumulation in poorly ventilated roof spaces or enclosed tank areas is a real explosion risk. Adequate general ventilation (typically 10–12 air changes per hour in the building) combined with local extraction prevents hydrogen concentrations from approaching the lower explosive limit. Gas detection should be installed at high points where hydrogen may collect.
Fume Extraction Design: Capture Velocity, Airflow, and Ducting
Local exhaust ventilation is the primary engineering control for acid mist. The design objective is not to extract the entire building air volume, but to capture mist at the tank surface before it enters the operator’s breathing zone.
Capture Velocity and Exhaust Rate
For open-surface tanks, the recommended capture velocity across the tank opening is 0.5–1.0 m/s. This velocity ensures that acid mist generated at the surface is drawn into the hood rather than escaping sideways. The required exhaust airflow (Q) can be estimated as:
Q (m³/s) = Tank Surface Area (m²) × Capture Velocity (m/s)
For a 10 m² tank with a target capture velocity of 0.75 m/s, Q = 7.5 m³/s (27,000 m³/h). A factor of 1.2–1.5 should be applied to account for cross-drafts and hood inefficiency. The fan and duct system must be sized accordingly, with corrosion-resistant construction throughout.
Duct Material and Construction
Ducting for HCl and H₂SO₄ mist should be fabricated from PP (polypropylene) for heated applications. PVC is often proposed due to lower cost, but it softens above 60°C and can deform under the warm, moisture-saturated air stream, leading to sagging and leaks. PP maintains its mechanical properties to 80°C and is chemically inert to the acid mist, ensuring long-term system integrity. All horizontal duct runs must slope at least 1:100 back toward the tank, and low-point drains with liquid seals are required to prevent acid condensate pooling. The extraction system should be independently supported — not hung from the tank hood — to avoid mechanical stress on the tank structure.
Fume Scrubber Integration
Exhausted air should pass through a packed-bed scrubber (typically using water or a dilute caustic solution) before discharge. The scrubber must achieve a removal efficiency of at least 95% to meet most stack emission limits. For facilities regulated under DENR in the Philippines or PCD in Thailand, periodic stack testing is mandatory, and the extraction system must be designed with test ports and monitoring capability.

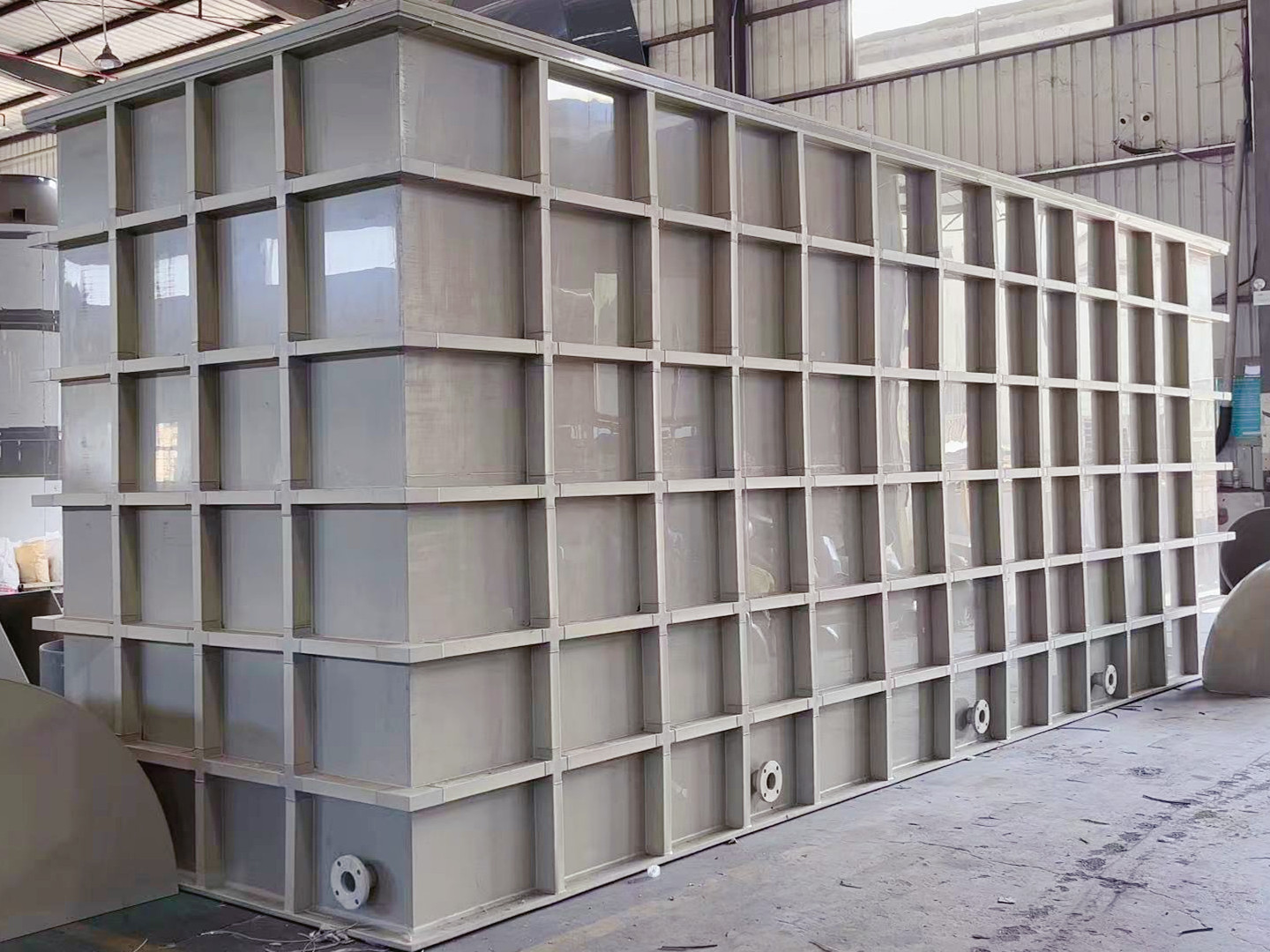
Tank Design Features That Enhance Safety
The pickling tank itself is the primary containment barrier. Its design must anticipate not only normal operation but also upset conditions — power failure, extraction fan stoppage, or operator error during filling.
Leak-Tight Construction: The Role of Homogeneous Welds
A tank that leaks acid creates an immediate chemical spill hazard. PP pickling tanks, when fabricated with qualified hot-gas extrusion welding, achieve homogeneous joints — the weld material is identical to the parent sheet. This eliminates the differential expansion, gasket aging, and bolt loosening that create leak paths in bolted FRP joints. For a safety manager, this means the tank’s primary containment remains reliable over years of thermal cycling, reducing the probability of an uncontrolled acid release. Our pickling tank systems incorporate 100% spark-tested welds and 24-hour hydrostatic testing as standard quality controls that directly support safety objectives.
Secondary Containment (Bunds)
The tank foundation must include a chemical-resistant bund with a capacity of at least 110% of the tank’s maximum working volume. The bund floor should slope to a sump for controlled pumping or drainage. The bund material — typically concrete coated with acid-resistant epoxy or vinyl ester — must withstand prolonged contact with the acid without degradation. Uncoated concrete within the bund will be chemically attacked and can fail when most needed.
Overflow Protection and Emergency Drains
Every pickling tank should have an overflow nozzle positioned below the top rim, sized to handle the maximum possible inlet flow rate if the tank is accidentally overfilled. The overflow must discharge to the bund or to a safe drain — never directly to the plant floor. An emergency drain valve with remote actuation capability allows the tank to be emptied quickly if a leak or reaction is detected, without requiring an operator to approach the tank.
OSHA, ISO, and International Compliance Reference
Compliance with occupational exposure and environmental standards is a legal requirement and a practical indicator of a safe installation. While OSHA is the primary reference for U.S. operations, equivalent standards exist in every major manufacturing jurisdiction.
- OSHA 29 CFR 1910.1000: Air contaminants table establishing PELs for HCl and H₂SO₄. Also 1910.119 (Process Safety Management) if threshold quantities of hazardous chemicals are exceeded.
- ISO 12573:2011: While primarily a design standard for thermoplastic tanks, its requirements for wall thickness calculation, joint integrity, and testing directly underpin the leak-prevention safety measures described above. A tank designed to this standard has a documented margin of safety against structural failure.
- ACGIH TLVs: Widely adopted internationally as best-practice exposure guidelines, often stricter than OSHA PELs.
- EU BREF STM: The Best Available Techniques Reference Document for Surface Treatment of Metals and Plastics includes sections on containment and ventilation that are aligned with good engineering practice.
For operations in Asia, local regulations such as India’s CPCB effluent and workplace norms, the Philippines’ DENR Clean Air Act implementing rules, and Thailand’s PCD industrial standards impose equivalent or similar requirements. A pickling tank installation designed to meet the most stringent of these standards will be compliant across most jurisdictions.
Personal Protective Equipment (PPE) and Safe Work Practices
PPE is the third layer of defense, after engineering controls and administrative procedures. It is essential but must never be relied upon as the primary means of protection.
Required PPE for Pickling Tank Areas
- Respiratory protection: A full-face respirator with acid gas cartridges (HCl, SO₂, or multi-gas) must be available for maintenance tasks that require breaking containment or entering the bund. For day-to-day operation in a well-ventilated area with verified extraction, air monitoring may show that respiratory protection is not required for routine activities — but it must be immediately accessible.
- Chemical-resistant suit and apron: PVC or rubberized fabric suit with full-length trousers and jacket, plus an acid-resistant apron (neoprene or rubber).
- Gloves: Butyl rubber or neoprene gauntlets, elbow-length, inspected before each use for cuts or swelling.
- Eye/face protection: Chemical splash goggles plus a face shield when sampling acid or making additions.
- Footwear: Acid-resistant boots (PVC or rubber), worn with trousers outside the boots.
Safe Work Practices
- No lone working: Operations involving direct interaction with the pickling tank (sampling, maintenance) should never be performed by a single person.
- Acid handling: Acid should be transferred via closed pumping systems, not manually poured from drums. Dosing and make-up should be automated where possible.
- Hot work permit: Any welding, grinding, or spark-producing activity within 5 metres of the tank requires a hot work permit and gas-free testing, particularly if hydrogen could be present.
- Safety shower and eyewash: Must be located within 10 seconds’ travel time (approximately 15 metres) of the tank, with tepid water. Plumbed units, not self-contained bottles.
Emergency Response: Spill Control, First Aid, and Incident Investigation
Despite all precautions, incidents can occur. The response must be pre-planned, equipped, and drilled.
Spill Control
If the tank leaks or overflows, the first action is to stop the source — shut off acid feed pumps and close the tank outlet valve if possible. Do not attempt to manually plug a leak while the tank is full and hot. Evacuate the immediate area, ventilate at maximum capacity, and contain the spill within the bund. Use acid-neutralizing agents (sodium carbonate or dedicated acid spill kits) only after the leak is stopped; do not apply water directly to concentrated acid, as this generates heat and can cause splattering.
First Aid
- Skin contact: Remove contaminated clothing immediately. Flush affected skin with copious amounts of water for at least 15 minutes. Do not apply neutralizing agents.
- Eye contact: Flush eyes at an eyewash station for a minimum of 15 minutes, holding eyelids open. Seek immediate medical attention.
- Inhalation: Move the victim to fresh air. If breathing is difficult, administer oxygen. Seek medical attention even if symptoms appear mild, as delayed pulmonary edema can occur.
Incident Investigation
Every leak, spill, or exposure incident must be investigated to identify the root cause — which is frequently an engineering control failure (extraction fan off, pipe support broken) rather than operator error alone. A documented corrective action plan should address the engineering, procedural, and training gaps uncovered. We have contributed to multiple such investigations where the tank itself was sound, but installation or maintenance deficiencies created the hazard.
Safety Incidents: Two Real Cases and the Engineering Fixes
The following summaries are based on safety events documented during our project support activities. They have been anonymized.
Case 1: Acid Mist Exposure Due to Undersized Extraction — Electroplating Plant, Southeast Asia
A manual electroplating line with a 5 m² HCl pickling tank had a fume extraction system designed for a capture velocity of 0.3 m/s. During a period of high production, operators complained of throat irritation and coughing. Personal air sampling measured HCl concentrations of 12 mg/m³ — more than double the OSHA ceiling. Investigation revealed that the extraction fan had been downsized during installation to reduce cost, and the operator’s work position was directly in the path of escaping mist when the cross-draft from a nearby roller door disrupted the air pattern. The corrective action included upgrading the fan to achieve 0.75 m/s capture velocity, installing transparent side shields on the tank hood to block cross-drafts, and reconfiguring the operator’s work station to be on the upwind side of the tank. Follow-up air sampling showed concentrations below 2 mg/m³.
Case 2: Hydrogen Flash in Enclosed Pickling Area — Steel Wire Plant, India
A continuous wire pickling line operating 18% HCl at 65°C was located in a semi-enclosed building extension with poor general ventilation. During a maintenance shift, a welder began repairing a support bracket 3 metres from the open tank. A hydrogen-rich pocket had accumulated at the roof level overnight due to stagnant air. The welding arc ignited the hydrogen, causing a flash fire that was fortunately contained within seconds and did not injure the welder, who was wearing appropriate PPE. The root cause was inadequate general ventilation (measured at 4 air changes per hour versus the 12 required by design) and the absence of combustible gas detection. Corrective measures included installing a permanent hydrogen gas detector interlocked with an alarm, upgrading general ventilation to 12 air changes per hour, and strictly enforcing hot work procedures that require forced ventilation and gas monitoring before any spark-producing activity.
Frequently Asked Questions
What is the required capture velocity for a pickling tank fume hood?
A capture velocity of 0.5–1.0 m/s across the tank opening is recommended for effective acid mist control. Lower velocities allow mist to escape due to thermal updrafts and cross-drafts. The exact airflow required is calculated by multiplying the tank surface area by the desired capture velocity, then applying an efficiency factor of 1.2–1.5. A 10 m² tank at 0.75 m/s requires approximately 7.5 m³/s (27,000 m³/h) of exhaust.
Does OSHA require a specific limit for HCl exposure around pickling tanks?
Yes, OSHA’s permissible exposure limit (PEL) for HCl is 5 mg/m³ (7 ppm) as a ceiling concentration — meaning no worker may be exposed above this level at any time. Many companies follow the stricter ACGIH TLV of 2 mg/m³ (1.5 ppm) as an 8-hour time-weighted average. Compliance requires engineering controls, typically local exhaust ventilation, and periodic air monitoring.
Is hydrogen gas really a concern in pickling operations?
Yes. The reaction between steel and hydrochloric acid produces hydrogen gas, which is highly flammable (4–75% in air) and easily ignited. Hydrogen can accumulate at ceiling level or in enclosed tank areas. Good general ventilation (10–12 air changes per hour) and hydrogen gas detectors in high areas are standard risk controls. Hot work should never be permitted without prior gas testing and forced ventilation.
Why is PP preferred for fume extraction ducting in heated pickling?
PP (polypropylene) maintains its strength and shape up to 80°C, which is above the operating temperature of most pickling tanks. PVC ducting can soften and sag above 60°C, potentially creating leaks in the extraction system. PP is also chemically inert to HCl and H₂SO₄ mist, ensuring long duct life without corrosion. Horizontal ducts should slope 1:100 back toward the tank to drain condensate.
What is the minimum size for a secondary containment bund around a pickling tank?
At least 110% of the maximum working volume of the tank. This ensures the bund can hold the entire contents even if the tank is overfilled. The bund floor should be acid-resistant (coated concrete or integral PP lining) and sloped to a sump for controlled drainage.
How often should we test the emergency shower and eyewash near a pickling tank?
Plumbed emergency showers and eyewash stations should be activated weekly to verify flow and to flush stagnant water from the lines. An annual inspection per ANSI/ISEA Z358.1 is recommended to verify water temperature (tepid, 16–38°C), flow rate, and accessibility. The station must be located within 10 seconds’ travel time of the hazard.
Need Help Ensuring Your Pickling Tank Installation Meets Safety Standards?
If you are designing a new pickling line or upgrading an existing one, our engineering team can review your fume extraction design, bund layout, and safety system integration against OSHA and international standards. Contact us to request a safety-focused technical review.
Written by Corbin, Applications Engineer at XICHENG EP LTD.
With 10+ years of field experience across 500+ pickling tank installations, this safety guidance is informed by direct observation of operational hazards, participation in incident investigations, and collaboration with plant safety officers in over 30 countries. Every incident case study is drawn from documented project records.