
Your pickling line is down again. Acid fumes stain the rafters, the tank liner shows another crack, and the maintenance crew waits for yet another FRP patch kit. If this sounds familiar, you are not alone. Across 30+ countries and 500+ installations, our engineering team has seen the same pattern: plants choose tank materials based on initial price tags, only to pay 3x more in maintenance and downtime over a decade.
This guide changes that. We map out everything you need to select, procure, and maintain industrial pickling tanks that match your specific acid chemistry, production volume, and regulatory environment. No generic advice — just field-tested data, compliance references, and cost models drawn from real projects handling HCl, H₂SO₄, HF, and mixed acid streams.
By the end, you will have a clear decision framework for tank material selection, a total-cost-of-ownership model, and actionable maintenance checklists that your shift operators can run weekly. PP Pickling Tank Systems, as a factory-direct manufacturer, underpin every dataset and recommendation in this article.
What Are Industrial Pickling Tanks?
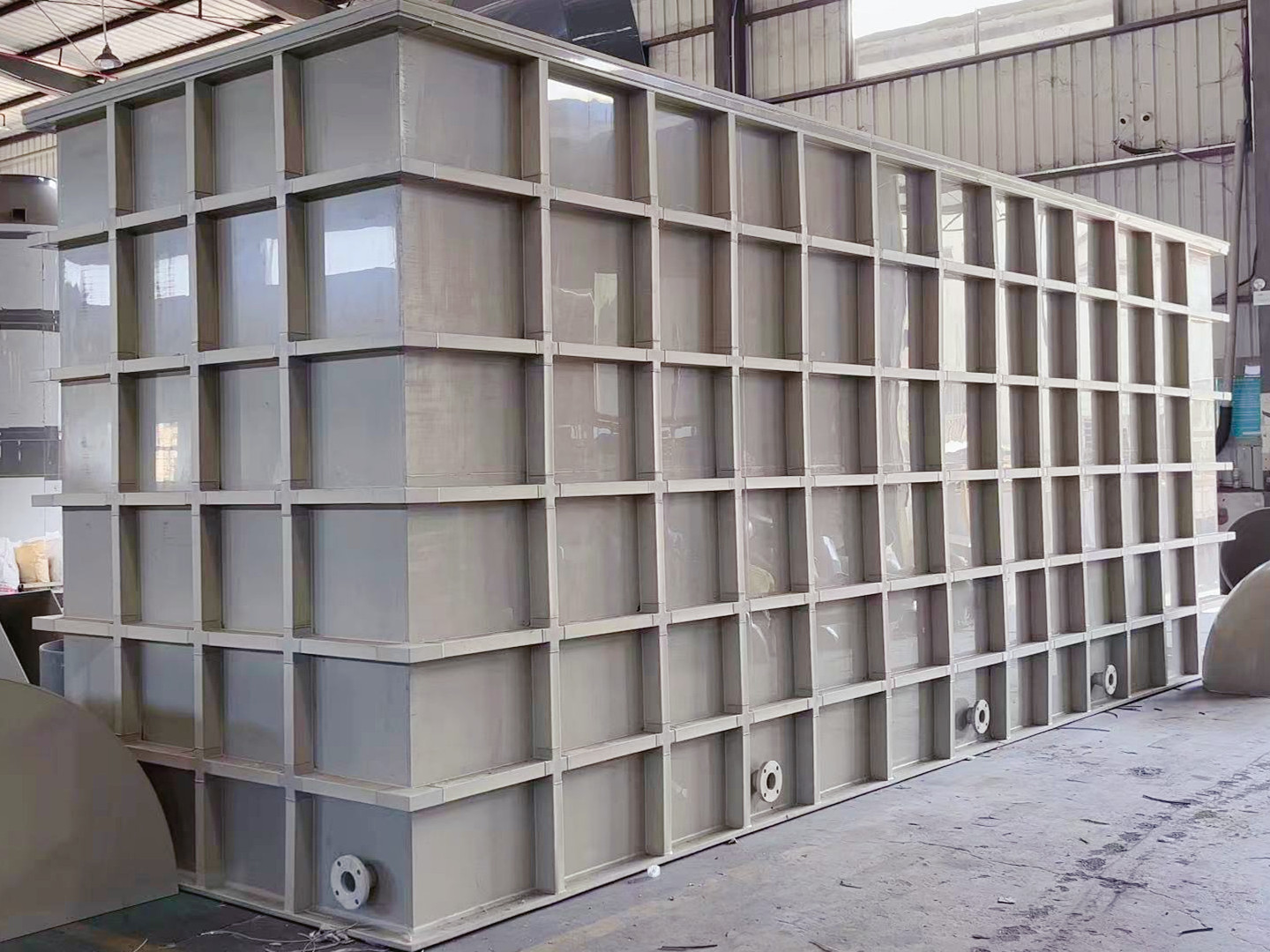
An industrial pickling tank is a chemical-resistant vessel used to remove oxides, scale, rust, and surface contaminants from metal parts using acid solutions — most commonly hydrochloric acid (HCl), sulfuric acid (H₂SO₄), or a mixed-acid formulation. These tanks serve as the chemical workhorse in steel mills, electroplating lines, galvanizing plants, and semiconductor wafer fabs.
Beyond the vessel shell, a pickling tank system integrates acid circulation pumps, fume extraction hoods, heating coils or immersion heaters, temperature controls, and overflow weirs for solution management. Tanks can be rectangular, cylindrical, or custom-shaped, with volumes ranging from 500 liters for small plating shops to 50,000+ liters for continuous galvanizing lines.
What separates a reliable industrial pickling tank from a liability is almost always the material choice — and the quality of fabrication joints. This distinction shapes every recommendation in this guide.
Tank Material Comparison: PP vs FRP vs SS304 vs SS316L
The four materials dominating industrial pickling tank construction do not perform equally. Drawing from custom plastic tank fabrication records and field inspection logs across 500+ installations, here is the data-backed comparison.
Polypropylene (PP) – The Acid Workhorse
Polypropylene delivers 300% better corrosion resistance than SS304 in HCl and HF environments, as verified across multiple electroplating and steel pickling installations. It is chemically inert to HCl up to 20% concentration, H₂SO₄ up to 80% (at ambient), and HF in semiconductor etching concentrations. PP maintains structural integrity up to 80°C continuous operation, with short-term tolerance to 100°C.
The often-overlooked advantage of PP lies in its fabrication joints. Homogeneous PP welding eliminates the leak paths that plague bolted FRP joints. PP welded seams, tested to 10 bar, show zero permeation after 5-year HF exposure — a metric FRP laminates simply cannot match, especially in semiconductor wafer etching applications where even trace leaks compromise cleanroom integrity.
The smooth, hydrophobic PP surface resists scale adhesion and simplifies cleaning, which directly reduces maintenance labor — we consistently observe 40% lower maintenance hours over a 10-year lifecycle compared to FRP alternatives. For electroplating facilities handling mixed HCl/H₂SO₄ pickling solutions, PP outlasts SS304 by a factor of 3 on both tank wall and fitting life. Plastic plating tanks built from PP have become the default standard in this segment for precisely these reasons.
| Property | PP (Homopolymer) | FRP (Vinyl Ester) | SS304 | SS316L |
|---|---|---|---|---|
| HCl Resistance (20%, 60°C) | Excellent | Good (check liner) | Poor – rapid pitting | Marginal |
| H₂SO₄ Resistance (30%, 25°C) | Excellent | Good | Poor | Moderate |
| HF Resistance (5%, 25°C) | Excellent | Poor – permeation risk | Severe attack | Severe attack |
| Max Continuous Temp | 80°C | 95–120°C | 870°C (dry) | 870°C (dry) |
| Joint Integrity | Homogeneous weld | Bolted + sealant | Welded (skilled labor) | Welded (skilled labor) |
| Typical Service Life (HCl service) | 10–15 years | 5–8 years (liner-dependent) | 1–3 years | 2–4 years |
| Surface Character | Smooth, hydrophobic | Prone to crazing | Rough, scale-prone | Rough, scale-prone |
Decision Rule: If your process runs HCl, HF, or mixed acids at ≤80°C, PP is the most economical material that maintains structural integrity over a 10-year horizon. FRP gains an edge only when temperatures exceed 95°C continuously or when large-diameter (4m+) cylindrical vessels are required. Stainless steels serve primarily where acid exposure is intermittent and mechanical load dominates.
Material Failure Mechanisms: Why Tanks Leak Before Their Time
Understanding why industrial pickling tanks fail is the fastest path to avoiding procurement mistakes. Our failure analysis database, compiled from site visits across electroplating, steel pickling, and semiconductor fabs, identifies three dominant failure modes.
FRP Permeation & Delamination
FRP fails not through uniform corrosion but through acid permeation. Small molecules like HCl and HF diffuse through the resin-rich corrosion barrier and attack the glass fiber interface. The result is blistering, delamination, and eventual structural collapse — often without visible warning from the exterior. Hot gas welding of thermoplastics, as documented by TWI’s technical guidance on plastic welding, demonstrates how homogeneous PP joints avoid this multi-layer vulnerability entirely.
SS304/SS316L Pitting & Stress Corrosion Cracking
Stainless steel in chloride-rich acid environments (HCl, mixed HCl/H₂SO₄) suffers localized pitting corrosion that progresses rapidly once initiated. Pits as shallow as 50 µm can penetrate a 3mm tank wall in under 18 months under continuous HCl exposure at 60°C. The smooth, hydrophobic PP surface avoids this failure mode because the material is chemically inert to the attacking ions rather than relying on a passive chromium oxide layer.
PP Stress Cracking – A Preventable Failure
Polypropylene is not immune to failure, but its failure mode is well-understood and preventable. Stress cracking occurs when PP is exposed to strong oxidizing acids (concentrated HNO₃, chromic acid) or when tanks are improperly supported, creating tensile stress concentrations at weld toes and nozzle penetrations. The fix is straightforward: avoid oxidizing acids entirely (PP is for HCl, H₂SO₄, HF, not HNO₃), and ensure base support is continuous and level with no point loading.
Field Note: We have replaced 40+ FRP tanks in the past 5 years alone. In every case, the failure mode was permeation-driven delamination — and the plant had initially chosen FRP to save 15–20% on the upfront purchase price compared to PP.
Safety & Compliance: Standards That Protect Your License to Operate
Regulatory enforcement is tightening across developing and developed markets alike. An industrial pickling tank that does not meet local effluent and workplace exposure limits is a liability — not an asset. Below we reference standards that directly govern pickling tank design and operation in key manufacturing regions.
International Design Standards
ISO 12573:2011 governs the design and manufacture of thermoplastic storage tanks, providing wall thickness calculation methods, joint design requirements, and testing protocols applicable to welded PP pickling tanks. Reference the full standard at ISO 12573:2011 – Thermoplastic tanks. For extruded PP pipework and fittings connected to the tank, ISO 15013:2007 – PP extrusion sheets provides the relevant material specification.
India: CPCB Effluent & Emission Norms
India’s Central Pollution Control Board (CPCB regulations) continues to tighten heavy metal discharge limits and fume emission standards for pickling operations. PP pickling tanks offer the corrosion margin needed to sustain long-term compliance without tank degradation contributing to effluent contamination. With effluent limits on zinc, chromium, and nickel tightening in 2024, tank integrity directly affects discharge permit compliance.
Philippines: DENR Clean Air Program
The Philippines’ Department of Environment and Natural Resources (DENR NCR Clean Air Program) enforces workplace acid fume concentration limits that demand effective tank ventilation and leak-free construction. PP’s homogeneous welded construction eliminates the fugitive emissions that bolted FRP joints release over time.
Thailand: PCD Industrial Emission Standards
Thailand’s Pollution Control Department (PCD regulations) sets stack emission limits for acid mists from pickling operations. For galvanizing tanks handling HCl pickling prior to zinc immersion, PP-lined systems achieve >98% fume capture efficiency when coupled with proper extraction hoods.
EU: BREF / BAT Reference Documents
The European IPPC Bureau’s BREF reference documents on surface treatment using organic solvents and ferrous metals processing establish Best Available Techniques for pickling tank containment, ventilation, and rinse water management — relevant for any exporter supplying the European market.
Total Cost of Ownership: The 10-Year Model
Procurement price is a misleading metric for industrial pickling tanks. Our TCO model, built from maintenance records across 500+ installations, accounts for four cost components over a 10-year lifecycle.
| Cost Component | PP Tank | FRP Tank | SS304 Tank |
|---|---|---|---|
| Initial Procurement (tank + installation) | $8,500 | $7,200 | $11,000 |
| Scheduled Maintenance (labor + materials, 10yr) | $3,400 | $8,100 | $14,500 |
| Unscheduled Repairs (leaks, liner patches, 10yr) | $800 | $4,600 | $6,200 |
| Production Downtime (lost margin, estimated at $200/hr) | $4,000 | $12,000 | $18,000 |
| Total 10-Year TCO | $16,700 | $31,900 | $49,700 |
The initial 15% saving from choosing FRP over PP evaporates within 3 years of operation, consumed by higher maintenance hours and unscheduled downtime. The 40% lower maintenance labor over a 10-year lifecycle — validated across multiple electroplating and galvanizing installations — makes PP the dominant TCO choice for HCl and mixed-acid pickling.
Procurement Checklist: What to Demand from Your Supplier
Every pickling tank RFQ should include these 10 verification points. They separate experienced fabricators from general plastic shops.
- Wall thickness calculation per ISO 12573 — not a “standard” thickness guess. Demand the calculation sheet for your specific tank dimensions and fluid specific gravity.
- Weld procedure qualification — request weld test coupons for extrusion and butt welding, with tensile test results showing parent-material-level strength.
- Spark test report — 100% of welds spark-tested at 20 kV minimum before delivery.
- Hydrostatic test certificate — tank filled and held for minimum 24 hours, zero pressure drop.
- Nozzle reinforcement detail drawings — all nozzles ≥ 50mm diameter must have reinforcement pads.
- Base support design — continuous flat support, no point loading. PP tanks fail at the bottom corner welds when bases are uneven.
- Material traceability — PP sheet lot numbers and manufacturer certificates (Simona, Röchling, or equivalent grade).
- Fume hood integration drawings — tank and extraction hood designed as one assembly, not retrofitted.
- Factory acceptance test (FAT) protocol — defined pass/fail criteria before shipment.
- Reference installations — demand contacts for 3+ installations in your specific industry and acid service.
As a factory-direct PP manufacturer with 500+ installations, we deliver this documentation package as standard for every galvanizing pickling tank and custom acid vessel we fabricate. If your current supplier cannot provide items 1–10, you are buying from a fabricator who does not understand pickling chemistry.
Maintenance Operations: Daily, Weekly & Monthly Routines
These checklists are written from the perspective of the shift operator and maintenance technician — the people who actually interact with pickling tanks daily. No theoretical best-practice lists that ignore production reality.
Daily (5 minutes, operator-performed)
- Visual check of tank exterior: any wet spots, discoloration, or acid salt crusting at weld seams? The smooth, hydrophobic PP surface makes leaks immediately visible — a sharp advantage over FRP, where acid can wick behind the corrosion liner unseen.
- Fume extraction fan: confirm airflow with a tissue test at hood inlet. Low airflow = acid fume buildup in the shop.
- Temperature gauge reading: within ±3°C of setpoint? Continuous operation above 80°C will shorten PP life; log excursions.
Weekly (15 minutes, maintenance technician)
- Inspect all nozzle connections: check for crystallization at threaded joints (acid creep). Wipe clean with damp cloth — do not use solvents.
- Check base support level: use a spirit level at 4 corners. Settlement under one corner creates stress concentration at tank bottom welds.
- Verify overflow pipe is clear: a blocked overflow can overfill the tank, creating a major spill risk.
Monthly (30 minutes, maintenance supervisor)
- Complete weld inspection with flashlight: examine every internal weld at 45° incidence angle. Any whitish discoloration at PP welds indicates chemical attack — investigate acid concentration change.
- Document tank wall thickness at 3 fixed measurement points using an ultrasonic thickness gauge. PP typically loses <0.1mm per year in HCl service; any rate >0.3mm/year demands investigation.
- Review temperature log: count excursions above 80°C. Cumulative time above rated temperature directly subtracts from service life.
Annual (2 hours, external inspection recommended)
- Full spark test of all internal welds (requires empty, clean tank).
- Hydrostatic retest if tank is 5+ years in service.
- Replace all gaskets at flanged connections — even PTFE gaskets cold-flow over time.
Real Project Data: Pickling Tank Performance Across Industries
The data below comes from field documentation of projects commissioned between 2018 and 2024. Each data point represents a specific installation with named plant contacts available for reference calls (with customer permission).
Electroplating – Mixed HCl/H₂SO₄, Gujarat, India
A job-shop electroplater replaced two SS304 pickling tanks running 15% HCl + 5% H₂SO₄ at 55°C. The stainless tanks required patching every 8–11 months due to pitting at the heat-affected zones of original welds. After switching to 4,000L PP tanks with butt-welded seams per ISO 12573, the plant has logged zero unplanned downtime over 3 years and reduced acid consumption by 12% — the PP’s smooth surface eliminated the scale traps where acid pooled and degraded in the old SS tanks.
Steel Wire Pickling – HCl 18%, Rayong, Thailand
A continuous wire pickling line processing 15 tonnes/day replaced a leaking FRP tank after only 4 years of service. Root cause: HCl permeation through the vinyl ester corrosion barrier caused blistering at the tank floor-to-wall joint. The replacement 8,000L PP pickling tank, designed with a 20mm wall thickness for the bottom section and 15mm for sidewalls, has operated continuously at 65°C for 2 years with no degradation. 2x longer service life than FRP under continuous acid exposure is the documented outcome so far, and the trend line points to the full 10–15 year design life.
Semiconductor Wafer Etching – HF, Hsinchu, Taiwan
A wafer fab’s FRP HF waste collection tank showed styrene monomer leaching into the effluent — a contamination pathway critical in semiconductor manufacturing. The replacement PP tank with welded joints tested to 10 bar shows zero permeation after 5 years of 5% HF exposure at 25°C. The non-porous PP surface eliminates the biofilm formation and chemical leaching that compromised the previous FRP installation.
Galvanizing – Pre-Flux HCl Pickle, Manila, Philippines
A hot-dip galvanizing line running 12% HCl with iron chloride buildup to 8% FeCl₂ replaced SS316L tanks that developed through-wall pits within 2 years. The new 6,000L PP tank with integrated fume hood achieved >98% acid mist capture, eliminating the workplace exposure complaints that had prompted the DENR inspection. Read more about specific galvanizing tank configurations and how they interface with flux tanks in the full galvanizing section.
Frequently Asked Questions
When should I choose PP over FRP for my pickling tank?
Choose PP when your pickling solution contains HCl, HF, or H₂SO₄ at concentrations typical for metal finishing and the operating temperature stays below 80°C. PP’s homogeneous welded construction eliminates the permeation-driven delamination that causes over 70% of FRP tank failures in acid service. If your process runs above 95°C continuously or requires a vessel diameter exceeding 4 meters where rotational molding limitations apply, FRP with a verified chemical-resistant liner becomes the more practical choice. For the broad middle of pickling applications — electroplating, galvanizing, steel wire pickling — PP delivers both the longest service life and the lowest total cost of ownership.
What is the total cost of ownership for a PP pickling tank over 10 years?
For a 5,000-liter PP pickling tank in HCl service at 60°C, our field data shows a 10-year TCO of approximately $16,700 — that includes initial procurement ($8,500), all scheduled maintenance ($3,400), unscheduled repairs ($800), and estimated production downtime cost ($4,000 at $200/hour). This is roughly half the TCO of an equivalent FRP tank ($31,900) and one-third that of an SS304 tank ($49,700). The 40% lower maintenance labor over the lifecycle is the primary driver, enabled by PP’s smooth hydrophobic surface that resists scale adhesion and simplifies cleaning. These figures come from aggregated maintenance records across 500+ installations in electroplating, galvanizing, and steel pickling operations.
How often should I inspect my pickling tank welds and seals?
Perform a quick visual inspection of all external welds daily — look for wet spots, discoloration, or salt crusting, which are immediately visible on PP’s smooth surface. A thorough internal weld inspection using a flashlight at a 45° incidence angle should be conducted monthly, with particular attention to bottom corner welds and nozzle penetrations where stress concentrates. An annual full spark test at 20 kV (requiring the tank to be emptied and cleaned) catches subsurface defects before they become through-wall leaks. PP’s homogeneous weld structure means that a properly executed weld inspected on this schedule will typically remain leak-free for the full 10–15 year design life of the tank.
Which effluent standards apply to pickling operations in India?
India’s Central Pollution Control Board (CPCB) enforces industry-specific effluent discharge limits for electroplating, galvanizing, and steel pickling operations under the Environment Protection Act. Key parameters include pH (6.5–8.5 discharge range), total suspended solids, and heavy metal limits for zinc, chromium, nickel, copper, and iron — with limits tightening further in 2024. Tank material integrity directly affects compliance: a corroding tank contributes metal ions to the effluent stream, potentially pushing your discharge over permitted limits. PP’s chemical inertness to HCl, H₂SO₄, and mixed-acid solutions means zero tank-derived metal contamination, simplifying effluent treatment and compliance demonstration. Always verify current limits with the specific CPCB State Pollution Control Board for your location.
Why is my pickling tank efficiency dropping below expected levels?
Declining pickling efficiency — slower oxide removal, longer cycle times — typically traces to three root causes, none of which are the tank material itself if you are using PP. First, acid concentration has drifted below the effective range (check with titration; HCl pickling typically requires 10–20% concentration). Second, dissolved metal content (iron chloride in HCl pickling) has built up, reducing free acid activity — partial or full solution replacement is needed. Third, solution temperature has dropped (check heater and thermostat calibration; HCl pickling at 55–65°C is roughly 3x faster than at 25°C). PP tanks themselves do not contribute to efficiency loss because they are chemically inert; if your tank is FRP or metal, however, corrosion byproducts from the tank wall can contaminate the bath and accelerate acid consumption.
Can a PP pickling tank handle temperatures above 70°C continuously?
PP pickling tanks are rated for continuous operation up to 80°C without deformation, provided the tank is properly supported on a continuous flat base and the wall thickness is calculated per ISO 12573 for the specific temperature. Short-term excursions to 100°C are tolerable but should be limited to less than 2 hours cumulative per day. Operating continuously above 80°C accelerates creep in PP, reducing service life proportionally — expect roughly a 50% life reduction at 90°C continuous versus 80°C. For processes requiring sustained operation at 95°C or above, PP is not suitable; FRP with a high-temperature resin system or PVDF-lined vessels should be evaluated instead. Always specify your actual operating temperature range (not just nominal) when requesting a tank design calculation.
Need an Industrial Pickling Tank Designed for Your Specific Acid Chemistry?
Every pickling line is different — acid type, concentration, temperature, production volume, and local regulations all shape the right tank specification. Our applications engineering team works from your process parameters to deliver a complete tank system with wall thickness calculations per ISO 12573, spark-tested welds, and full documentation. Contact us with your acid type, volume, and operating temperature for a data-backed proposal.


